

加氣磚設(shè)備工作原理
翻轉(zhuǎn)吊具把模具空中翻轉(zhuǎn)90度以后脫模把坯體連同模具側(cè)板放置在切割臺(tái)上,縱向切割裝置通過電機(jī)帶動(dòng)自身行走,對(duì)放置于切割臺(tái)上的坯體進(jìn)行行走切割,切割完成后行走至?xí)和N恢茫瑱M向切割裝置通過電機(jī)帶動(dòng)自身行走到坯體中央停止后再進(jìn)行水平式切割,橫切架自上而下垂直降落切割直至上升復(fù)位
作者: 來源: 時(shí)間:2015-01-05 14:43:04 點(diǎn)擊次數(shù):5650
加氣磚設(shè)備視頻:
加氣磚設(shè)備又稱加氣混凝土設(shè)備或加氣塊設(shè)備,加氣混凝土生產(chǎn)線工藝是將粉煤灰或硅砂、礦渣加水磨成漿料,加粉狀石灰、適量水泥、石膏和發(fā)泡劑、穩(wěn)泡劑經(jīng)攪拌注入模框內(nèi),靜養(yǎng)發(fā)泡固化后,切割成各種規(guī)格砌塊或板材,由蒸養(yǎng)車送入蒸壓釜內(nèi),經(jīng)高溫高壓蒸氣養(yǎng)護(hù)形成多孔輕質(zhì)的混凝土制品。
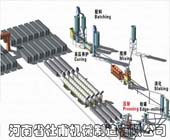
加氣磚生產(chǎn)設(shè)備:
加氣磚設(shè)備(加氣混凝土設(shè)備)可以根據(jù)加氣磚原材料類別、品質(zhì)、主要設(shè)備的工藝特性等,采取不同的工藝進(jìn)行生產(chǎn)。但一般情況下,砂加氣混凝土是由河砂、石灰、水泥為主要原料,石膏和發(fā)泡劑,經(jīng)攪拌后注入模框內(nèi),靜氧發(fā)泡固化后,切割成各種規(guī)格砌塊或板材,由蒸養(yǎng)車送入蒸壓釜中,在高溫飽和蒸氣養(yǎng)護(hù)下即形成多孔輕質(zhì)的砂加氣混凝土制品。
加氣混凝土生產(chǎn)線設(shè)備的選型和數(shù)量需要根據(jù)工藝設(shè)計(jì)方案和實(shí)際情況確定,由于加氣混凝土生產(chǎn)工藝不同,形成體現(xiàn)工藝特點(diǎn)的不同裝備技術(shù)。這些技術(shù)特點(diǎn),都體現(xiàn)在切割機(jī)組上。它涉及到澆注形式、模具、小車構(gòu)造、坯體的運(yùn)送、脫模、切割、碼架、進(jìn)釜的方式等設(shè)備都大同小異。
加氣磚設(shè)備(加氣混凝土設(shè)備)配置主要由顎式破碎機(jī)、球磨機(jī)、加氣磚設(shè)備(加氣混凝土設(shè)備)切割機(jī)、加氣塊翻轉(zhuǎn)吊具、加氣塊吊具、斗式提升機(jī)、螺旋輸送機(jī)、攪拌澆注機(jī)、蒸養(yǎng)車、蒸汽鍋爐、蒸壓釜等設(shè)備共同組成,加氣磚設(shè)備(加氣混凝土設(shè)備)組成結(jié)構(gòu)復(fù)雜,但生產(chǎn)工藝和生產(chǎn)技術(shù)比較簡(jiǎn)便,是當(dāng)前建材投資商最合適的投資項(xiàng)目。

加氣磚生產(chǎn)設(shè)備可以根據(jù)原材料類別、品質(zhì)、設(shè)備的工藝特征等,采用不同的工藝生產(chǎn)加氣混凝土砌塊。生產(chǎn)輕質(zhì)砌塊原材料十分廣泛,主要材料可以是粉煤灰、灰砂、海沙、灰渣也可以是尾礦,一般情況下,將粉煤灰或硅砂、礦渣加水磨成漿料,加粉狀石灰、適量水泥、石膏和發(fā)泡劑、穩(wěn)泡劑經(jīng)攪拌注入模框內(nèi),靜養(yǎng)發(fā)泡固化后,切割成各種規(guī)格砌塊或板材,由蒸養(yǎng)車送入蒸壓釜內(nèi),經(jīng)高溫高壓蒸氣養(yǎng)護(hù)形成多孔輕質(zhì)的混凝土制品。
加氣磚砌塊,是通過高溫蒸壓設(shè)備經(jīng)過6個(gè)多小時(shí)蒸壓工藝而生產(chǎn)而成的。加氣混凝土砌塊是一個(gè)統(tǒng)稱,也有的叫加氣塊,加氣磚,泡沫磚,輕質(zhì)磚,蒸養(yǎng)磚。
傳統(tǒng)粉煤灰加氣混凝土的生產(chǎn),均使用原狀粉煤灰、石灰、石膏等原材料。新工藝卻不使用原狀的。采用預(yù)活化工藝,并在配方、工藝流程、技術(shù)參數(shù)等方面都做了相應(yīng)的調(diào)整和改進(jìn)。與傳統(tǒng)產(chǎn)品相比強(qiáng)度更高、成本更低、性能更好、密度更小。具有一定的先進(jìn)性。
接近常溫時(shí)的抗壓強(qiáng)度,所以作為建筑材料的加氣混凝土的放火性能達(dá)到國家一級(jí)放火標(biāo)準(zhǔn)。隔音性能好從加氣混凝土氣孔結(jié)構(gòu)可知,由于加氣混凝土的內(nèi)部結(jié)構(gòu)象面包一樣,均勻地分布著大量的封閉氣孔,因此具有一般建筑材料所不具有的吸音性能。有利于機(jī)械化施工就目前的情況來看,預(yù)制加氣混凝土拼裝大板可節(jié)省成品堆放場(chǎng)地;節(jié)約砌筑人工;減少了濕作業(yè);加快了現(xiàn)場(chǎng)施工進(jìn)度,提高了施工效率。
年產(chǎn)10萬3加氣塊設(shè)備工藝流程技術(shù)方案:
1.加氣塊設(shè)備工藝流程中原材料的儲(chǔ)存及處理技術(shù)
(1)粉煤灰、石膏
采用粉煤灰與石膏混合制漿的工藝。生產(chǎn)時(shí),粉煤灰和石膏按一定配比加入打漿池,制成混合漿料。在制漿加水時(shí),定量加水,制成濃度合適的料漿。再由渣漿泵泵入料漿儲(chǔ)罐內(nèi)備用。
(2)生石灰
塊狀生石灰用自卸卡車運(yùn)入廠,卸入石灰原料堆棚內(nèi)堆放。塊石灰經(jīng)鄂式破碎機(jī)破碎后由斗式提升機(jī)送入石灰?guī)熘小7勰デ埃矣蓭斓孜沽蠙C(jī)給入密閉式輸送機(jī)送入磨機(jī)內(nèi)進(jìn)行粉磨。磨細(xì)后的石灰由磨機(jī)出料口送至斗提機(jī)由斗提機(jī)送至配料樓石灰粉料倉中備用。
(3)水泥
采用散裝水泥。由散裝水泥車運(yùn)入廠內(nèi),直接泵入配料樓水泥粉料倉內(nèi)使用。
(4)鋁粉
由外地購入桶裝鋁粉,存放于配料樓底鋁粉庫內(nèi)。使用時(shí)由電動(dòng)葫蘆吊至配料樓二樓,然后由人工計(jì)算后投入鋁粉攪拌機(jī)內(nèi)攪拌成5%的懸浮液備用。
(5)邊角料、廢漿
切割下來的邊角料落入底部斜槽,經(jīng)水沖洗到切割機(jī)底部廢漿池內(nèi),不斷攪拌使廢漿達(dá)到一定濃度后,再由廢漿池中的渣漿泵泵入配料工段的廢漿儲(chǔ)罐中備用。
2.加氣塊設(shè)備工藝流程中的配料、攪拌、澆注技術(shù)
石灰、水泥由倉底單螺管給料機(jī)送入電子分料計(jì)量稱內(nèi),經(jīng)累積計(jì)量后由計(jì)量秤的卸料裝置卸到澆注攪拌機(jī)內(nèi)。粉煤灰漿由料漿儲(chǔ)罐下的閥門打開后放入打漿池中再泵入配料樓料漿電子計(jì)量稱內(nèi)進(jìn)行累計(jì)量,當(dāng)料漿重量達(dá)到配料要求時(shí),由自控系統(tǒng)關(guān)閉儲(chǔ)罐放料閥,停止放料。計(jì)量好的料漿按指令入澆注攪拌機(jī)內(nèi)。鋁粉由人工計(jì)量,倒入鋁粉攪拌機(jī)內(nèi)制成懸浮液,每模配制一次。攪拌好的懸浮液直接放入澆注攪拌機(jī)內(nèi)。料漿在澆注前溫度應(yīng)達(dá)到工藝要求。如溫度不夠可通蒸汽加熱。澆注時(shí),模具通過擺渡車運(yùn)送至澆注攪拌機(jī)下就位,澆注攪拌機(jī)放料澆注。
3.加氣塊設(shè)備工藝流程中的切割、編組技術(shù)
靜停初養(yǎng)達(dá)到切割強(qiáng)度后,脫模進(jìn)行樅切和橫切。切割好的壞體連同模底板吊運(yùn)至釜前蒸養(yǎng)小車上,每車堆放二模,堆放好的蒸養(yǎng)小車由卷揚(yáng)機(jī)或人工牽引至釜前軌道上進(jìn)行編組。
4.加氣塊設(shè)備工藝流程中的蒸壓及成品
編組好的壞體由慢動(dòng)卷揚(yáng)機(jī)拉入釜內(nèi)進(jìn)行蒸壓養(yǎng)護(hù),恒壓蒸養(yǎng)時(shí)間為8.0h左右,蒸汽壓力1.3MPa,溫度190℃左右。
5.加氣塊設(shè)備工藝流程中的底(側(cè))板返、組模涂油
成品吊運(yùn)運(yùn)完后,蒸養(yǎng)小車上的模底(側(cè))板連同小車經(jīng)由成品吊具運(yùn)至小車回車線上,回至切割機(jī)一側(cè),吊具將模底(側(cè))板吊運(yùn),同時(shí)吊運(yùn)模框與底(側(cè))板返回回車軌道上,進(jìn)行清理涂油,然后再進(jìn)行循環(huán)澆注。
相關(guān)設(shè)備:



砂加氣磚設(shè)備生產(chǎn)線
粉煤灰加氣磚設(shè)備
加氣混凝土砌塊設(shè)備
蒸養(yǎng)磚生產(chǎn)線
地址:河南省鄭州鞏義市站街開發(fā)區(qū) 電話:0371-64422067 傳真:0371-64422067 管理入口
手機(jī):18624915999 網(wǎng)址:http://www.wakui.cn 郵箱: 備案號(hào):豫ICP備12007906號(hào)-7